How to Choose Tool Steel?

Tips for Choosing Tool Steels, Heat Treatment, and Surface Treatment
A complex and confusing method can be the selection of the right tool steels, heat treatment and surface treatment for stamping coated materials. To simplify this method, you must first know some basic details on the possible choices.
Tool Steel Analysis and Characteristics
Tool steels differ significantly from those used in consumer products in steel. They are produced to a much less amount with specific quality procedures and have the appropriate qualities for a particular task like machining or perforation.
Many different properties are found in tool steels based on a specific application requirement. These requirements are fulfilled by providing the right amount of carbon to a specific alloy. The alloy combines with carbon to increase the wear, strength. These alloys also help to tolerate thermal and mechanical pressure in steel.
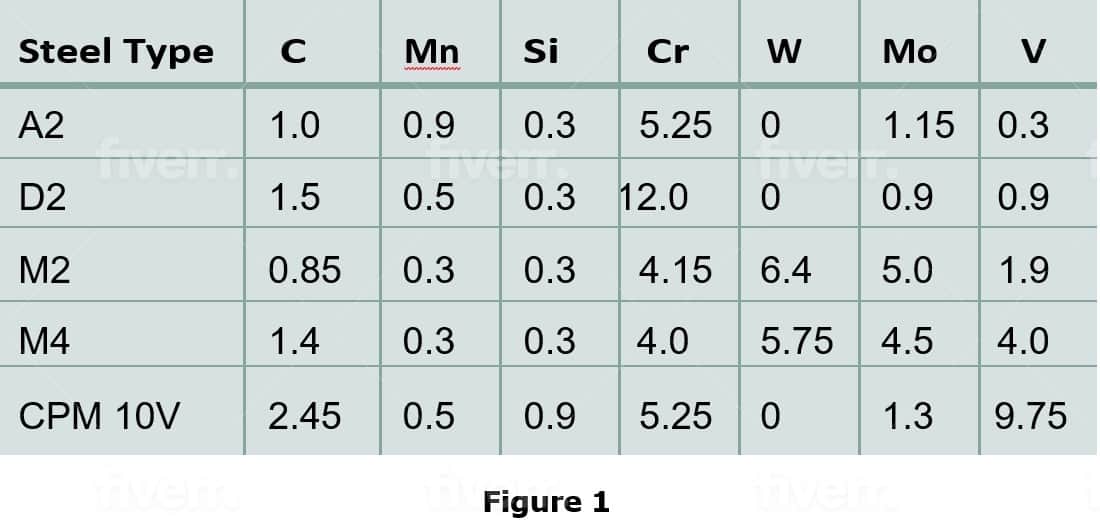
A chart of the widely used tool steel and its alloy component is given in Figure 1. While each alloy item indicated in the table has a particular feature of the finished steel, an unwanted side effect may also be produced especially if used in excessive quantities. Alloy elements may also react with one another, which can either boost or damage the final result.
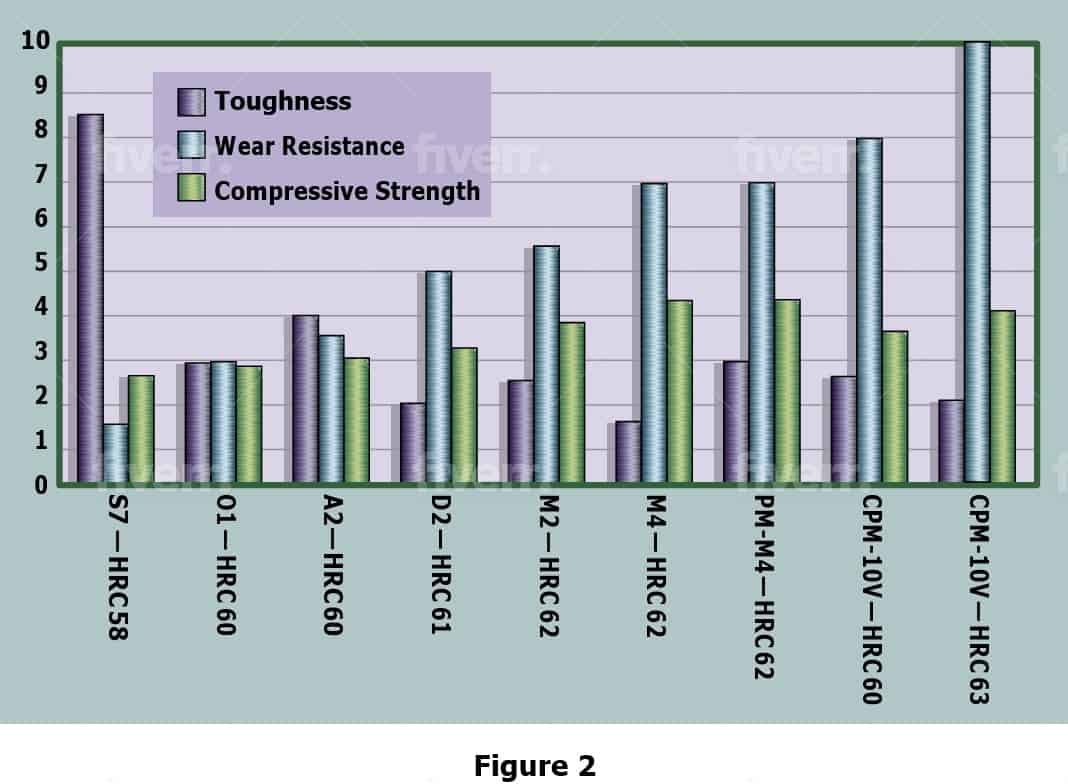
Figure 2 shows three steel characteristics needed for stamping applications –
- Toughness
- Wear resistance
- Compressive strength
Though some steels have extraordinary values for one characteristic, for one or both of the other characteristics they seem to have low values.
For high-capacity stamping applications, such as stainless steel, spring steel, and low-alloy steel, a combo of shock and high-compressive force includes tooling steels. In these applications, M2 or PM-M4 tend to operate best.
Toughness
If the only consideration in selecting tool steel were its toughness, S7 would be the obvious option (see Figure 2). That’s not the case, sadly. The toughness of the tool steel appears to reduce with increasing alloy content. This rise also demands a higher price for alloy material.
The production process of steel also affects toughness. The particulate metallurgy process will increase toughness over its traditional equivalent for a particular grade of tool steel. Notice the toughness gap in Figure 2 between M4 and PM-M4.
Wear Resistance
Enhanced content of alloys usually implies an improvement in wear resistance, as shown in Figure 2. Perforation of coated materials puts an argumentative resistance in high demand. The required wear resistance can be provided by high-speed steels as M2 and PM-M4 as well as high alloy grades such as CPM-10V. These steels are also a suitable portion for wear-resistant coatings.
Carbides are hard and wear-resistant particles. They are banned in the alloy tool steel matrix structure. Most carbides form when the molten steel solidifies when alloy additional agents including vanadium, molybdenum, and chrome mix with carbon. Higher carbide quantities increase wear resistance but decrease toughness.
Compressive Strength
Two factors affect compressive strength –
- Alloy content
- Punch material hardness
The compressive strength is greatly enhanced by alloy elements like molybdenum and tungsten. Moreover, the more strong the steel of a certain grade is, the greater the compressive strength of that steel.
Heat-Treat Considerations
The basic heat treatment guidelines for each grade of tool steel allow optimum results to be achieved for a particular application. Stamping operations require greater toughness than cutting operations. It says that a certain grade of tool steel ought to be different from a cutting tool when it is used as a tool for stamping.
The heat treatment they get is as good as tool steels. The secret to optimal thermal treatment outcomes are –
- Segregating by size and material type.
- Soaking (austenitizing).
- Quenching (martensite transformation).
- Freezing (cryogenics).
Dividing by dimension is highly important because products of different sizes require preheating, soaking and quenching rates. Fixturing guarantees even higher port conditions and uniform exposure to heat and refrigeration during heat treatment.
Cold-work Tool Steel
During cooling of the stacks (A2, D2, etc.) sections are heated to just under 800 degrees C (1.450 degrees F) critical austenitizing temperatures long enough to enable uniform cooling. This is important because the steel is restructured at an atomic level when the component enters the austenitizing temperature range and thus increases volume. The part distorts and probably cracks if this volume expansion does not happen uniformly.
Spring heats the part for a defined time into the carbide phase area. Any of the alloy elements are to be forced into the matrix. Soaking cold-work stone such as A2 or D2 at high temperatures (overheating) or higher generates excessive amounts of retained austenitic and a coarse grain structure. This gives the final product lower durability.
Quenching
Quenching is a sudden cooling of components across the martensite range from the austenitizing temperature. The steel from austenite to martensite is thus transformed to harden the components. Unfortunately, the processing range of tool steels is far below room temperature. This is one reason why the freezing of cold work steels (cryogenics).
To remove stress from the hardening process, tempering is required. Cold tool stains are normally tempered at 200° C (400° F) or lower. Due to the low temperature, the cold-work tool steel usually has a temperature sufficient.
High-speed Tool Steel
The approach to heat treatment is very different for high speed and alloy steels such as M2, PM-M4, and CPM‐10V. While the process initially looks like the cold activity of tool stone, it is different in temperature and number.
The temperature preheats start at approximately 830 ° C (1.525 ° F), while water temperatures can exceed 1.100 ° C. (2,000 degrees F).
Due to the approach of the melting point of the soak temperature, time and temperature regulation are important. Overlapping a component will lead to an early melt – the alloys with lower melting points begin to melt within the structure damaging the grain structure of the steel.
Temperature tolerance to high-speed and hydro-alloy steels helps them to be tempered with greater temperatures. The stones contain much of the untempered martensite and approximately 30% retained austenite following the quenching process. Retention of austenite and martensite involves a lot of tension that needs to be alleviated or that the instrument fails.
Temperatures of 550 degrees C (1000 degrees F) or higher temper martensite without the effect of decreasing hardness below HRC 60 to about half the retained austenite to non-tempered martensite. As the higher temperatures allow retained austenite to be converted into martensite, the need for cryogenic treatment is significantly decreased.
For high-speed tool steels the standard heat-treatment practice calls for at least two temperatures; but for stinging operations, three temperatures are needed to achieve suitable levels of retained austenite and untempered martensites.
Surface Treatment Considerations
Often surface therapies are used to extend the life of the tools. These therapies improve surface hardness and resistance to wear while reducing the friction coefficient.
Common Surface Treatments
There are several surface treatments and processes to choose from.
Nitride is a process that hardens the substratum surface. Numerous processes are possible for this procedure. The most popular and cost-efficient nitride processes are the fluidized bed, the salt bath and the gas. Nitride ionization is a successful method but is usually costlier. Surface nitride treatments work in a wide variety of applications. The best in the application is salt bath nitride but has lost its favour due to environmental issues.
Applied using physical vapour deposition (PVD), titanium nitride, titanium carbonitride, and chromium nitride perform well in tooling precision when used for particular applications. Titanium nitride is better resistant to wear than nitride but it has some problems working with applications in copper and stainless steel. In a narrower range of applications, titanium carbonitride offers greater wear resistance.
The best way of forming applications that do not require high levels of accuracy is to use titanium nitride and titanium carbide applied using a chemical vapour deposition (CVD) process, and thermal diffusion (TD). Due to high processing temperatures, distortions and changes in size are caused that limit the precise performance of these instruments.
Surface Treatment Process Temperatures
Several substratum materials (tool steels) with different outcomes can be used in surface treatments.
Cold-work tool steels like A2 and D2 have a temperature below PVD and temperatures of nitride production. The hardness of cold work tool stone at these temperatures would be reduced to below HRC 58, which renders the substratum stone exposed to deformation under the coating, causing problems with adhesive covering. Part growth and distortion also play a role in the assembly of the finished product and its accuracy.
At the high end of the austenitizing spectrum for cold working tool stones, CVD process coatings are used. Under these conditions, ground grain structure and size adjustments that will adversely affect precision and hardness should be predicted.
TD is a special process using the carbon content in the substratum material as part of the coating cycle forms the coating and quenches the method. Can be used on D2 stainless steel. However, the hardness of the substrates usually falls below HRC 58 and can reduce the component strength.
The PVD and nitride processes work well with high-speed tools such as M2, M4 and CPM-10V and high-alloy. Temperatures of the PVD process fall below 30 degrees C (50 degrees F), which nearly removes the distortion and growth of the part of high-speed and high Alloy tool stones.
To obtain an appropriate material hardness after heat treatment, the high processing temperature of CVD and TD coatings is often needed. It is anticipated that there will be distortion and growth.
As TD already uses carbon in the substrate material, it works well in low to moderate accuracy applications for high carbon steels, such as M4 and CPM-10V. Due to its relatively low carbon content, TD is not recommended for M2.
Many substratum materials (tool steels) with different outcomes can be used in surface treatments.
Coating Thickness
In high-precision applications, coating thickness becomes a problem.
Nitride is a case hardening method for the part’s current surface. While nitride is not constructed on the surface, as a result of the matrix suitable for nitrogen dissemination, the heat involved can cause a slight increase in the segment.
PVD layering is very thin and only covers areas in the sightline of the layer source. The accuracy of the coated area is usually maintained and this procedure normally does not affect the fitness of the tool assembly.
The coatings CVD and TD are thicker and cover a whole portion, affecting the accuracy of the working end and the retainer’s fit. Portions of punches can involve removal and reprocessing to assemble the tool.
Surface Treatment Hardness
For a specific coating, hardness provides an indicator of wear intensity and lubricity. PVD process coatings and nitride increase the lives of high-speed and high-alloy tool stones but do not cure wear problems caused by close die clearance or avoid bending of punctures under high loads.
Coatings with higher hardness values, such as carbide titanium and TD, appear to be thicker and must be heated to avoid their use in many applications.
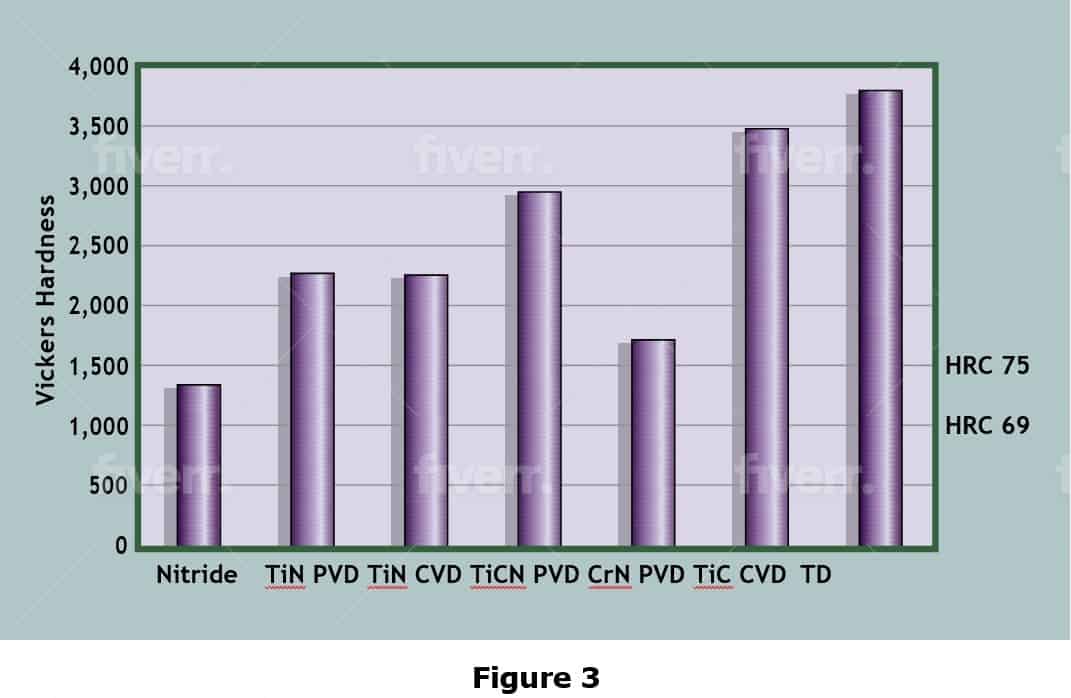
For some coatings, Figure 3 lists hardness values. Due to the extremely thin and near undetectable coatings in the HRC scale, the Rockwell hardness tester cannot calculate their values.
Conclusion
To create the best tool for a stamping process, tool steels must be analyzed so that wearing, strength and durability properly balance for a specific application is achieved. Whichever grade of tool steel is selected must be adequately heat-treated to take advantage of these qualities and produce optimum performance.
There are also various surface treatments available to enhance surface durability and resistance to wear while reducing friction coefficients of tooling steels, thereby helping to extend tool life. The first step to achieving quality results is to understand the available tool steel choices.
Latest Products
 60CrMoV18-5 SteelJanuary 11, 2024 - 3:02 am
60CrMoV18-5 SteelJanuary 11, 2024 - 3:02 am- 1.2358 SteelJanuary 11, 2024 - 2:55 am
 1045 Cold Rolled SteelNovember 1, 2023 - 11:32 am
1045 Cold Rolled SteelNovember 1, 2023 - 11:32 am 46Cr2 / 1.7006 SteelOctober 24, 2023 - 9:30 am
46Cr2 / 1.7006 SteelOctober 24, 2023 - 9:30 am
