
AISI 4140 Legierter Stahl - ASTM A29
Suchen Sie legierten Stahl AISI 4140? WALDUN ist der beste Hersteller und Exporteur von legiertem Stahl AISI 4140 aus China. Sie können runde, quadratische, flache, Blöcke und Wellen usw. erhalten. Wir sind einer der größten Hersteller in China mit über 15 Jahren Erfahrung. Unsere Produkte wurden in viele Länder auf der ganzen Welt exportiert. Mit unserer eigenen Fabrik können wir qualitativ hochwertige Produkte zu einem wettbewerbsfähigen Preis anbieten! Wenn Sie legierten Stahl AISI 4140 in großen Mengen kaufen oder im Großhandel kaufen möchten, kontaktieren Sie uns jetzt! Wir bieten Ihnen unschlagbare Preise und einen Service, der von anderen Anbietern nicht erreicht werden kann! Senden Sie uns gerne eine Anfrage, wenn Sie Hilfe oder weitere Informationen zu unserem Unternehmen oder unseren Dienstleistungen benötigen. Wir freuen uns darauf, bald von Ihnen zu hören! Legierter Stahl AISI 4140 ist als niedriglegierter Stahl definiert, der 1% Cr-Mo als verstärkendes Legierungselement enthält. Im Vergleich zu AISI 4130 hat er einen höheren Kohlenstoffgehalt mit einem guten Gleichgewicht zwischen Festigkeit, Zähigkeit, Abrieb- und Schlagfestigkeit und Wärmebehandlungsfähigkeiten. aber schlechte Schweißbarkeitseigenschaften. AISI 4140 wird im Allgemeinen in abgeschrecktem und angelassenem Zustand mit einer Härte von 28–32 HRC geliefert. Stahl 4140 wird zur Herstellung von Schmiedestücken mit höherer Festigkeit und größerem abgeschrecktem Querschnitt als 35CrMo-Stahl, wie z. B. große Zahnräder für den Lokomotivantrieb, Kompressor-Getriebe, Hinterachsen, Pleuelstangen und hochbelasteten Federbügeln verwendet und auch verwendet für Öltiefbohrrohrverbindungen und Bergungswerkzeuge unter 2000 m.
4140 legierter Stahl Lieferform & Größe & Toleranz
| Lieferformular | Größe (mm) | Prozess | Toleranz | |
| Runden | Φ6-Φ100 | Kalt gezeichnet | Helles Schwarz | Beste H11 |
| Φ16-Φ350 | Warmgewalzt | Schwarz | -0 / + 1 mm | |
| Geschält / gemahlen | Beste H11 | |||
| Φ90-Φ1000 | Heißgeschmiedet | Schwarz | -0 / + 5mm | |
| Grob gedreht | -0 / + 3mm | |||
| Wohnung / Quadrat / Block | Dicke: 120-800 | Heißgeschmiedet | Schwarz | -0 / + 8mm |
| Breite: 120-1500 | Grob bearbeitet | -0 / + 3mm | ||
Anmerkung: Die Toleranz kann gemäß den Anforderungen angepasst werden
4140 Stahl Chemische Zusammensetzung
| Standard | Klasse | C. | Si | Mn | P. | S. | Cr | Ni | Mo. |
| ASTM A29 | 4140 | 0,38-0,43 | 0,15-0,35 | 0,75-1,00 | ≤ 0,035 | ≤ 0,04 | 0,8-1,1 | - - | 0,15–0,25 |
| EN10083 | 42CrMo4 | 0,38-0,45 | ≤ 0,4 | 0,6-0,90 | ≤ 0,025 | ≤ 0,035 | 0,9-1,2 | - - | 0,15–0,30 |
| 1.7225 | |||||||||
| JIS G4105 | SCM440 | 0,38-0,43 | 0,15-0,35 | 0,6-0,85 | ≤ 0,035 | ≤ 0,04 | 0,9-1,2 | - - | 0,15–0,30 |
| GB 3077 | 42CrMo | 0,38-0,45 | 0,17-0,37 | 0,5-0,80 | ≤ 0,035 | ≤ 0,035 | 0,9-1,2 | - - | 0,15–0,25 |
| BS 970 | EN19 | 0,35-0,45 | 0,15-0,35 | 0,5-0,80 | ≤ 0,035 | ≤ 0,035 | 0,9-1,5 | - - | 0,2-0,40 |
4140 Stahl Physikalische Eigenschaft
| Dichte g / cm3 | 7.85 | ||||
| Schmelzpunkt ° C. | 1416 | ||||
| Poisson-Verhältnis | 0,27–0,30 | ||||
| Bearbeitbarkeit (AISI 1212 als 100% Bearbeitbarkeit) | 65% | ||||
| Wärmeausdehnungskoeffizient µm / m ° C. | 12.2 | ||||
| Wärmeleitfähigkeit W / (mK) | 46 | ||||
| Elastizitätsmodul 10 ^ 3 N / mm2 | 210 | ||||
| Elektrischer Widerstand Ohm.mm2 / m | 0.19 | ||||
| Spezifische Wärmekapazität J / (kg.K) | 460 | ||||
| Elastizitätsmodul 10 ^ 3 N / mm2 | 100 ℃ | 200 ℃ | 300 ℃ | 400 ℃ | 500 ℃ |
| 205 | 195 | 185 | 175 | 165 | |
| Wärmeausdehnung 10 ^ 6 m / (mK) | 100 ℃ | 200 ℃ | 300 ℃ | 400 ℃ | 500 ℃ |
| 11.1 | 12.1 | 12.9 | 13.5 | 13.9 | |
4140 Stahl Mechanische Eigenschaft
| Mechanischer Zustand | R. | S. | S. | T. | U. | V. | W. |
| Regelabschnitt mm | 250 | 250 | 150 | 100 | 63 | 30 | 20 |
| Zugfestigkeit Mpa | 700-850 | 770-930 | 770-930 | 850-1000 | 930-1080 | 1000-1150 | 1080-1230 |
| Streckgrenze MPa min | 480 | 540 | 570 | 655 | 740 | 835 | 925 |
| Dehnung % | 15 | 13 | 15 | 13 | 12 | 12 | 12 |
| Izod Impact J min | 34 | 27 | 54 | 54 | 47 | 47 | 40 |
| Charpy Impact J min | 28 | 22 | 50 | 50 | 42 | 42 | 35 |
| Härte Brinell HB | 201-255 | 233-277 | 233-277 | 248-302 | 269-331 | 293-352 | 311-375 |
4140 Stahl Hohe Temperaturfestigkeit
| Für vergütete und vergütete schwere Schmiedeteile | |||||||
| Durchmesser mm | Streckgrenze MPa | ||||||
| 20 ℃ | 100 ℃ | 200 ℃ | 250 ℃ | 300 ℃ | 350 ℃ | 400 ℃ | |
| ≤250 | 510 | 486 | 461 | 441 | 422 | 392 | 363 |
| 250-500 | 460 | 431 | 412 | 402 | 382 | 353 | 324 |
| 500-750 | 390 | 333 | 333 | 324 | 304 | 275 | 245 |
4140 Stahl Schmieden
Die Schmiedetemperatur sollte zwischen 900 ° C und 1200 ° C liegen. Je niedriger die Schmiedetemperatur, desto feiner die Korngröße. Halten Sie die Temperatur vor dem Schmieden gleichmäßig, die Mindestschmiedetemperatur 850 ° C, also schmieden Sie nicht unter 850 ° C. .AISI 4140 Stahl sollte nach dem Schmieden so langsam wie möglich in ruhender Luft oder in Sand abgekühlt werden.
4140 Stahl Normalisieren
Das Normalisieren wird verwendet, um die Struktur von Schmiedeteilen zu verfeinern, die nach dem Schmieden möglicherweise ungleichmäßig abgekühlt sind, und wird vor der endgültigen Wärmebehandlung als Konditionierungsbehandlung angesehen. Die Normalisierungstemperatur für AISI 4140-Stahl sollte zwischen 870 ° C und 900 ° C durchgeführt werden. Halten Sie eine geeignete Zeit ein, damit der Stahl gründlich erhitzt werden kann, um die Umwandlung von Ferrit in Austenit zu vervollständigen. Kühlen Sie ihn an ruhender Luft ab.
4140 Stahl Glühen
Nach dem Schmieden kann AISI 4140-Stahl geglüht werden. Die Glühtemperatur sollte zwischen 800 ° C und 850 ° C liegen. Halten Sie eine geeignete Zeit ein, damit der Stahl gründlich erwärmt werden kann. Im Ofen langsam abkühlen lassen. Diese Behandlung bildet eine für die Bearbeitung geeignete Struktur. Die maximale Härte beträgt 241 HB.
4140 Stahl Härten
Diese Wärmebehandlung erhält nach dem Abschrecken eine Martensitstruktur. Sie sollte zwischen 840 und 875 ° C durchgeführt werden, eine geeignete Zeit für das gründliche Erhitzen des Stahls einhalten, 10 bis 15 Minuten pro 25 mm-Abschnitt einweichen und in Öl und Wasser abschrecken oder Polymer nach Bedarf. Das Tempern sollte unmittelbar nach dem Abschrecken erfolgen.
4140 Stahl Anlassen
Anlassen wird üblicherweise durchgeführt, um Spannungen aus dem Härtungsprozess abzubauen, vor allem aber, um die erforderliche Härte und die erforderlichen mechanischen Eigenschaften zu erhalten. Die tatsächliche Anlasstemperatur wird so gewählt, dass sie den erforderlichen Eigenschaften entspricht. Erhitzen Sie den AISI 4140 vorsichtig auf eine geeignete Temperatur, normalerweise zwischen 550 ° C und 700 ° C, lassen Sie ihn 2 Stunden pro 25 mm des herrschenden Abschnitts bei der Temperatur einweichen und kühlen Sie ihn dann an der Luft ab zwischen 250 ℃ -375 ℃ wird nicht vermieden, da das Tempern in diesem Bereich den Schlagwert erheblich verringert und zu einer Sprödigkeit des Temperierens führt.
4140 Stahl Anwendung
AISI 4140 Stahl findet viele Anwendungen als Schmiedestücke für die Luft- und Raumfahrt, Öl- und Gasindustrie, Automobil-, Landwirtschafts- und Verteidigungsindustrie usw. Typische Anwendungen für 4140 Stahlanwendungen sind: geschmiedete Zahnräder, Spindeln, Vorrichtungen, Vorrichtungen, Spannringe, Achsen, Förderteile, Brechstangen , Protokollierungsteile, Wellen, Kettenräder, Bolzen, Ritzel, Pumpenwellen, Stößel und Hohlräder usw.
SAE 4140 VS. AISI 4140
Angesichts des zunehmenden internationalen Handelsvolumens von Stahlwerkstoffen werden bei Anfragen häufig SAE/AISI-Stahlsortencodes angetroffen, wie z.
Die Frage ist also, repräsentieren sie das gleiche Material?
Zunächst müssen wir klarstellen, dass AISI und SAE für das American Iron and Steel Institute (AISI) und die Society of Automotive Engineers (SAE) stehen. Diese beiden Verbände haben an der Standardisierung des numerischen Codierungssystems für Stahl mitgewirkt und sich schrittweise in die integriert Nomenklatur-Verbindungssystem für AISI/SAE-Stähle.
![]()
Der Wert von SAE/AISI besteht darin, dass technische Ingenieure allgemeine (wenn auch nicht umfassende) Informationen über Stahlsorten und ihre Güten über dieses Nomenklatursystem für Stahlsorten erhalten können. Bisher werden die Stahlsortencodes von SAE und AISI häufig im Angebot und zitiert Produktzertifizierung von Stahlprodukten in den Vereinigten Staaten, ohne sie bewusst zu unterscheiden.
Aus dem Obigen ist daher ersichtlich, dass „4140“, „AISI 4140“ oder „SAE 4140“, obwohl anders geschrieben, in den meisten allgemeinen industriellen Anwendungen jedoch als gleichwertig angesehen werden.
Kritische Temperatur für die Wärmebehandlung von SAE 4140
- Ac1:730℃
- Ac3:780℃
- Ar1:690℃
- Frau: 360℃
Wärmebehandlung für SAE 4140
- Normalisieren
Nach der Heißbearbeitung kann die SAE 4140-Normalisierung die Körner verfeinern, die Struktur homogenisieren und die Struktur für die abschließende Wärmebehandlung vorbereiten (insbesondere für Q&T).
Prozessdetails:
- Normalisierungstemperatur: 840-880°C
- Erhitzen und Warmhalten in Schritten bei 450°C, 650°C
- Steuerung der Heizgeschwindigkeit, um eine gleichmäßige Erwärmung zu gewährleisten.
- Luftkühlung, die durch Einblasen von Luft oder Wassernebel beschleunigt werden kann.
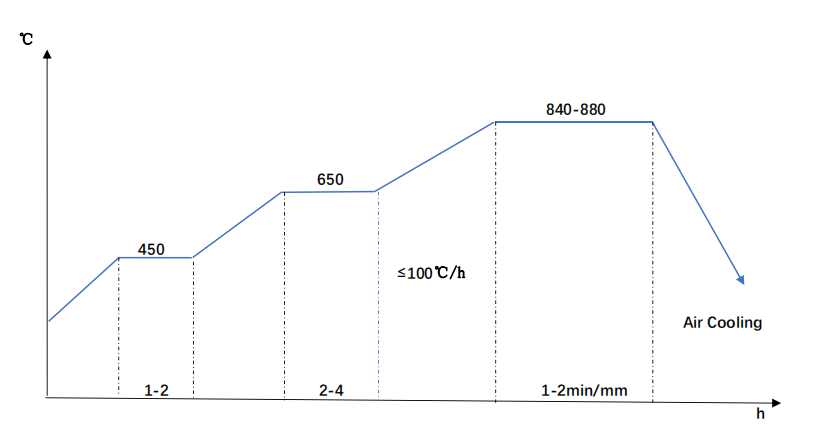
SAE 4140 Normalisierungsdiagramm
- Glühen
Beim Glühen von SAE 4140 besteht der Hauptzweck darin, die Härte zu verringern, die Bearbeitbarkeit zu verbessern und die Eigenspannung zu verringern.
Übliche Glühverfahren werden im Allgemeinen in die folgenden Typen unterteilt.
- Vollständiges Glühen (Rekristallisationsglühen): 800–850 °C
- Isothermes Glühen: 675°C
- Spannungsarmglühen: 600–650 °C
Kühlmethode: Ofenkühlung
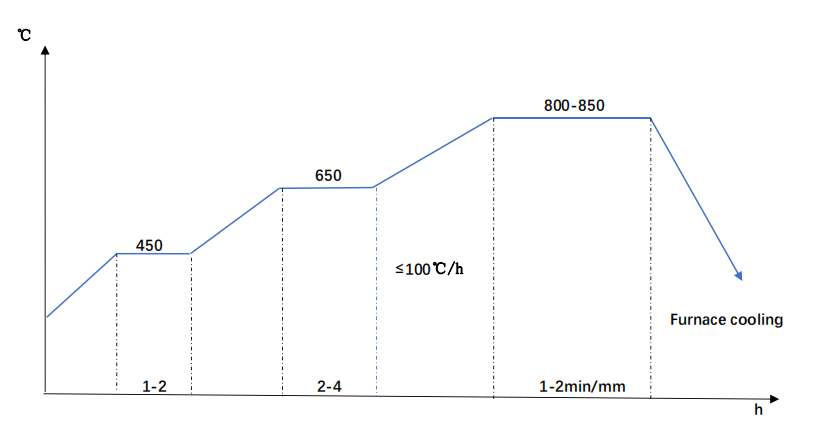
SAE 4140 Glühdiagramm
- Abschrecken & Anlassen (QT) Für SAE 4140
Abschrecken und Anlassen bezieht sich auf einen Wärmebehandlungsprozess, der zur Verbesserung der umfassenden mechanischen Eigenschaften von Stahlwerkstoffen verwendet wird. Das heißt, nach dem Abschrecken wird es einer Anlassbehandlung bei hoher Temperatur unterzogen.
Bei SAE 4140-Stahl besteht der Zweck des Abschreckens und Anlassens darin, dem Material eine gute Kombination aus Festigkeit und Zähigkeit zu verleihen, die nicht nur eine hohe Festigkeit, sondern auch eine hervorragende Zähigkeit, Plastizität und Schneidleistung aufweist.
Prozessdetails:
1. Abschrecktemperatur: 840-880 ° C
2. Bei dieser Temperatur halten und dann in Öl oder Wasser abschrecken
3.Tempering so schnell wie möglich, wenn die Temperatur auf Umgebungstemperatur niedrig ist
4. Gleichmäßig auf die geeignete Temperatur von 540-680 ° C erwärmen
5. Halten Sie das Material aus dem Ofen und kühlen Sie es an der Luft ab
Abschreckhärte: 55-59 HRC
Anlasstemperatur: 220–650 °C, entsprechende Härte: 28–58 HRC.
Mechanische Eigenschaften Für SAE 4140 in abgeschrecktem und angelassenem Zustand
1. Zugfestigkeit: ≥ 1100 MPa
2. Streckgrenze: ≥950 MPa
3. Prozentuale Reduzierung der Fläche nach dem Bruch: ≥45%
4. Dehnung nach Bruch: ≥12%
5. Auswirkungstest (+ 20 ° C): Quer - 26 ~ 42 J; Längengrad - 49 ~ 55J
Lieferbedingung
1. Form: Rund / Quadrat / Flach / Wellen / Rollen / Blöcke
2. Oberflächenzustand: Schwarze Oberfläche / Helle Oberfläche
3. Wärmebehandlung: Normalisiert / getempert / QT
4. Geradheit: Max. 3 mm / m (Verbesserte Geradheit ist auf Anfrage erhältlich.)
5. Länge: 3000-5800 mm geeignet für 20-Zoll-Container. über 6000 mm, geeignet für 40-Zoll-Container
6.Korngröße: 5-8 gemäß ASTM E112-96
7. Ultraschallnorm: Sep1921 / ASTM A388 / EN 10228-3
8. Typische Härte: HB269-302
9. Nichtmetallischer Einschluss: 2 max. Gemäß ASTM E45 / K4 ≤ 20 gemäß DIN 50602
10.Forging Ratio: mindestens 4: 1
11. Ingot Melting: EAF + LF + VD
12. Kennzeichnung: Klasse / Gewicht / Länge / Größe / Wärmezahl
Qualitätszertifikat
Ein Materialprüfbericht (Inspektionszertifikat EN 10204 3.1) wird vorgelegt, in dem Folgendes dokumentiert ist:
1. Chemische Analyse
2. Mechanische Eigenschaften
3. Oberflächenhärte
4. Nichtmetallischer Einschluss
5. Wärmebehandlungsprozess
6.Korngröße
7.Forging Verhältnis
8. Ultraschallprüfbericht
Liefergröße und Zustand für SAE 4140
- Rundstäbe: Dia.80 - 1.000mm wie geschmiedet
- Flache / quadratische Stangen: Dicke max.800mm
- Wellen, Rollen, Blöcke: Angepasst oder nach Zeichnung
- Gerollte Rundstangen: Durchmesser 14 – 350 mm mit UT-Zusicherung
Wärmebehandlung:Abgeschreckt und angelassen (+QT), Normalisieren (+N), Glühen (+A)
Oberflächenfinish: Schwarz / Rau gedreht / geschält







Seiteninhalt
- 4140 Legierungsstahl Versorgungsform & Größe & Toleranz
- 4140 Chemische Stahlzusammensetzung
- 4140 Physikalische Eigenschaft von Stahl
- 4140 Mechanische Stahleigenschaft
- 4140 Stahl Hochtemperaturfestigkeit
- 4140 Stahlschmieden
- 4140 Stahlnormalisierung
- 4140 Stahlglühen
- 4140 Stahlhärten
- 4140 Stahltemperierung
- 4140 Stahlanwendung
- SAE 4140 VS. AISI 4140
- Kritische Temperatur für die Wärmebehandlung von SAE 4140
- Wärmebehandlung für SAE 4140
- Prozessdetails:
- Mechanische Eigenschaften Für SAE 4140 in abgeschrecktem und angelassenem Zustand
- Lieferbedingung
- Qualitätszertifikat
- Liefergröße und Zustand für SAE 4140
Neueste Produkte
 60CrMoV18-5 Stahl11. Januar 2024 - 03:02 Uhr
60CrMoV18-5 Stahl11. Januar 2024 - 03:02 Uhr- 1.2358 Stahl11. Januar 2024 - 02:55 Uhr
 1045 kaltgewalzter Stahl1. November 2023 - 11:32 Uhr
1045 kaltgewalzter Stahl1. November 2023 - 11:32 Uhr 46Cr2 / 1.7006 Stahl24. Oktober 2023 - 9:30 Uhr
46Cr2 / 1.7006 Stahl24. Oktober 2023 - 9:30 Uhr

