Como escolher o aço ferramenta?

Dicas para escolher aços para ferramentas, tratamento térmico e tratamento de superfície
Um método complexo e confuso pode ser a seleção dos aços adequados para ferramentas, tratamento térmico e tratamento de superfície para estampar materiais revestidos. Para simplificar este método, você deve primeiro conhecer alguns detalhes básicos sobre as escolhas possíveis.
Análise e características do aço ferramenta
Os aços-ferramenta diferem significativamente daqueles usados em produtos de consumo em aço. Eles são produzidos em uma quantidade muito menor com procedimentos de qualidade específicos e têm as qualidades adequadas para uma tarefa específica, como usinagem ou perfuração.
Muitas propriedades diferentes são encontradas em aços ferramenta com base em um requisito de aplicação específico. Esses requisitos são atendidos pelo fornecimento da quantidade certa de carbono a uma liga específica. A liga combina com o carbono para aumentar o desgaste e a resistência. Essas ligas também ajudam a tolerar a pressão térmica e mecânica no aço.
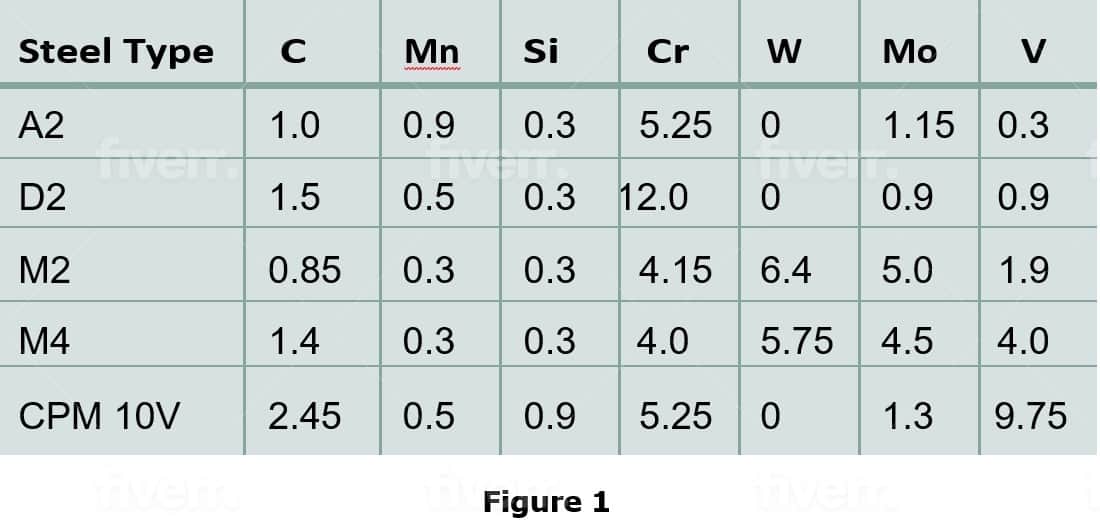
Um gráfico do aço ferramenta amplamente usado e seu componente de liga é dado na Figura 1. Embora cada item de liga indicado na tabela tenha uma característica particular do aço acabado, um efeito colateral indesejado também pode ser produzido, especialmente se usado em quantidades excessivas. Os elementos de liga também podem reagir uns com os outros, o que pode aumentar ou danificar o resultado final.
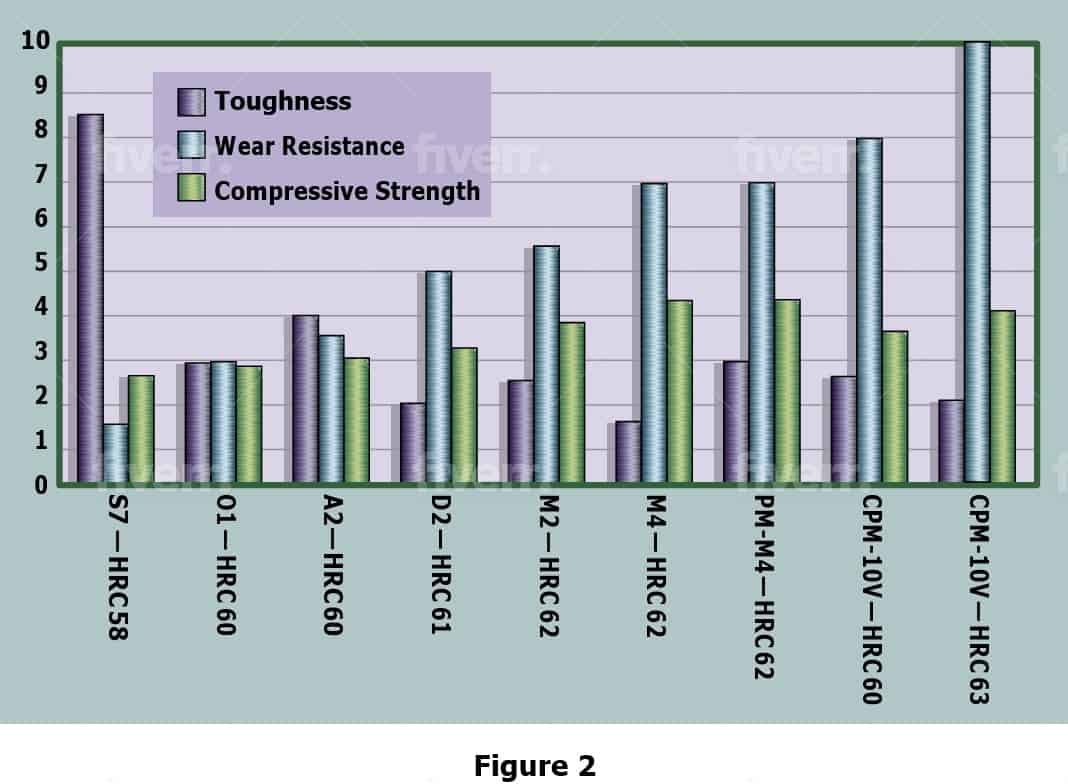
A Figura 2 mostra três características de aço necessárias para aplicações de estampagem -
- Dureza
- Resistência ao desgaste
- Força compressiva
Embora alguns aços tenham valores extraordinários para uma característica, para uma ou ambas as outras características eles parecem ter valores baixos.
Para aplicações de estampagem de alta capacidade, como aço inoxidável, aço para molas e aço de baixa liga, uma combinação de choque e força de alta compressão inclui aços para ferramentas. Nessas aplicações, M2 ou PM-M4 tendem a operar melhor.
Dureza
Se a única consideração na seleção do aço ferramenta fosse sua tenacidade, S7 seria a opção óbvia (consulte a Figura 2). Não é o caso, infelizmente. A tenacidade do aço ferramenta parece reduzir com o aumento do teor de liga. Esse aumento também exige um preço mais alto para o material de liga.
O processo de produção do aço também afeta a tenacidade. O processo de metalurgia de partículas aumentará a tenacidade em relação ao seu equivalente tradicional para um determinado tipo de aço ferramenta. Observe a lacuna de tenacidade na Figura 2 entre M4 e PM-M4.
Resistência ao desgaste
O conteúdo aprimorado de ligas geralmente implica em uma melhoria na resistência ao desgaste, conforme mostrado na Figura 2. A perfuração de materiais revestidos coloca uma resistência argumentativa em alta demanda. A resistência ao desgaste necessária pode ser fornecida por aços rápidos como M2 e PM-M4, bem como classes de alta liga, como CPM-10V. Esses aços também são uma parte adequada para revestimentos resistentes ao desgaste.
Carbonetos são partículas duras e resistentes ao desgaste. Eles são proibidos na estrutura da matriz de aço ferramenta de liga. A maioria dos carbonetos se forma quando o aço fundido se solidifica quando agentes adicionais de liga, incluindo vanádio, molibdênio e cromo, se misturam com o carbono. Quantidades maiores de carboneto aumentam a resistência ao desgaste, mas diminuem a tenacidade.
Força compressiva
Dois fatores afetam a resistência à compressão -
- Conteúdo de liga
- Dureza do material de punção
A resistência à compressão é bastante reforçada por elementos de liga como molibdênio e tungstênio. Além disso, quanto mais forte for o aço de um determinado tipo, maior será a resistência à compressão desse aço.
Considerações sobre tratamento térmico
As diretrizes básicas de tratamento térmico para cada tipo de aço ferramenta permitem que resultados ótimos sejam alcançados para uma aplicação particular. As operações de estampagem requerem maior tenacidade do que as operações de corte. Diz que um determinado tipo de aço para ferramentas deve ser diferente de uma ferramenta de corte quando é usado como ferramenta para estampagem.
O tratamento térmico que recebem é tão bom quanto aços para ferramentas. O segredo para os resultados ideais do tratamento térmico é -
- Segregando por tamanho e tipo de material.
- Imersão (austenitização).
- Têmpera (transformação de martensita).
- Congelamento (criogenia).
A divisão por dimensão é muito importante porque produtos de tamanhos diferentes requerem taxas de pré-aquecimento, imersão e têmpera. A fixação garante condições de porta ainda mais elevadas e exposição uniforme ao calor e refrigeração durante o tratamento térmico.
Aço ferramenta para trabalho a frio
Durante o resfriamento das pilhas (A2, D2, etc.), as seções são aquecidas a temperaturas de austenitização críticas pouco abaixo de 800 graus C (1.450 graus F) por tempo suficiente para permitir um resfriamento uniforme. Isso é importante porque o aço é reestruturado em um nível atômico quando o componente entra na faixa de temperatura de austenitização e, portanto, aumenta o volume. A peça se distorce e provavelmente racha se essa expansão de volume não ocorrer de maneira uniforme.
A mola aquece a peça por um tempo definido na área da fase de carboneto. Qualquer um dos elementos de liga deve ser forçado para a matriz. Embeber pedras de trabalho a frio, como A2 ou D2, em altas temperaturas (superaquecimento) ou mais altas, gera quantidades excessivas de austenítico retido e uma estrutura de grão grosso. Isso dá ao produto final menor durabilidade.
Têmpera
A têmpera é um resfriamento repentino de componentes em toda a faixa de martensita da temperatura de austenitização. O aço da austenita à martensita é então transformado para endurecer os componentes. Infelizmente, a faixa de processamento de aços-ferramenta está muito abaixo da temperatura ambiente. Esta é uma das razões pelas quais o congelamento de aços para trabalho a frio (criogenia).
Para remover a tensão do processo de endurecimento, o revenimento é necessário. As manchas de ferramenta fria são normalmente temperadas a 200 ° C (400 ° F) ou menos. Devido à baixa temperatura, o aço para ferramentas para trabalho a frio geralmente tem uma temperatura suficiente.
Aço ferramenta de alta velocidade
A abordagem do tratamento térmico é muito diferente para aços de alta velocidade e liga como M2, PM-M4 e CPM-10V. Embora o processo inicialmente pareça a atividade fria de uma pedra-ferramenta, é diferente em temperatura e quantidade.
A temperatura de pré-aquecimento começa em aproximadamente 830 ° C (1.525 ° F), enquanto a temperatura da água pode ultrapassar 1.100 ° C (2.000 graus F).
Devido à aproximação do ponto de fusão da temperatura de molho, o tempo e a regulação da temperatura são importantes. A sobreposição de um componente levará a uma fusão precoce - as ligas com pontos de fusão mais baixos começam a derreter dentro da estrutura, danificando a estrutura de grãos do aço.
A tolerância à temperatura para aços de alta velocidade e hidro-liga ajuda a serem temperados com altas temperaturas. As pedras contêm grande parte da martensita não temperada e aproximadamente 30% de austenita retida após o processo de têmpera. A retenção de austenita e martensita envolve muita tensão que precisa ser aliviada ou o instrumento falha.
Temperaturas de 550 graus C (1000 graus F) ou martensita de revenido superior sem o efeito de diminuir a dureza abaixo de HRC 60 para cerca de metade da austenita retida em martensita não revenida. Como as temperaturas mais altas permitem que a austenita retida seja convertida em martensita, a necessidade de tratamento criogênico é significativamente reduzida.
Para aços para ferramentas de alta velocidade, a prática de tratamento térmico padrão exige pelo menos duas temperaturas; mas para operações de picadas, três temperaturas são necessárias para atingir níveis adequados de austenita retida e martensita não temperada.
Considerações sobre tratamento de superfície
Freqüentemente, as terapias de superfície são usadas para estender a vida útil das ferramentas. Essas terapias melhoram a dureza da superfície e a resistência ao desgaste, enquanto reduzem o coeficiente de atrito.
Tratamentos de superfície comuns
Existem vários tratamentos e processos de superfície à sua escolha.
O nitreto é um processo que endurece a superfície do substrato. Vários processos são possíveis para este procedimento. Os processos de nitreto mais populares e econômicos são o leito fluidizado, o banho de sal e o gás. A ionização de nitreto é um método bem-sucedido, mas geralmente é mais caro. Os tratamentos de nitreto de superfície funcionam em uma ampla variedade de aplicações. O melhor na aplicação é o nitreto de banho de sal, mas perdeu sua preferência devido a questões ambientais.
Aplicado usando deposição física de vapor (PVD), nitreto de titânio, carbonitreto de titânio e nitreto de cromo, tem um bom desempenho em ferramentas de precisão quando usado para aplicações particulares. O nitreto de titânio é mais resistente ao desgaste do que o nitreto, mas apresenta alguns problemas ao trabalhar com aplicações em cobre e aço inoxidável. Em uma faixa mais restrita de aplicações, o carbonitreto de titânio oferece maior resistência ao desgaste.
A melhor maneira de formar aplicações que não requeiram altos níveis de precisão é usar nitreto de titânio e carboneto de titânio aplicados usando um processo de deposição química de vapor (CVD) e difusão térmica (TD). Devido às altas temperaturas de processamento, distorções e mudanças no tamanho são causadas que limitam o desempenho preciso desses instrumentos.
Temperaturas do processo de tratamento de superfície
Vários materiais de substrato (aços ferramenta) com resultados diferentes podem ser usados em tratamentos de superfície.
Aços ferramenta para trabalho a frio como A2 e D2 têm uma temperatura abaixo de PVD e temperaturas de produção de nitreto. A dureza da pedra-ferramenta para trabalho a frio nessas temperaturas seria reduzida para abaixo de HRC 58, o que torna a pedra do substrato exposta à deformação sob o revestimento, causando problemas com a cobertura adesiva. O crescimento e a distorção da peça também desempenham um papel importante na montagem do produto acabado e em sua precisão.
Na extremidade superior do espectro de austenitização para pedras de ferramenta para trabalho a frio, são usados revestimentos de processo CVD. Sob essas condições, a estrutura do grão moído e os ajustes de tamanho que afetarão adversamente a precisão e a dureza devem ser previstos.
TD é um processo especial que usa o conteúdo de carbono no material do substrato como parte do ciclo de revestimento que forma o revestimento e extingue o método. Pode ser usado em aço inoxidável D2. No entanto, a dureza dos substratos geralmente cai abaixo de HRC 58 e pode reduzir a resistência do componente.
Os processos PVD e nitreto funcionam bem com ferramentas de alta velocidade como M2, M4 e CPM-10V e alta liga. As temperaturas do processo PVD caem abaixo de 30 graus C (50 graus F), o que quase remove a distorção e o crescimento da parte de pedras-ferramenta de alta velocidade e alta liga.
Para obter uma dureza apropriada do material após o tratamento térmico, a alta temperatura de processamento dos revestimentos CVD e TD é frequentemente necessária. Prevê-se que haverá distorção e crescimento.
Como o TD já usa carbono no material do substrato, ele funciona bem em aplicações de precisão baixa a moderada para aços com alto teor de carbono, como M4 e CPM-10V. Devido ao seu conteúdo de carbono relativamente baixo, o TD não é recomendado para M2.
Muitos materiais de substrato (aços ferramenta) com resultados diferentes podem ser usados em tratamentos de superfície.
Espessura do revestimento
Em aplicações de alta precisão, a espessura do revestimento se torna um problema.
O nitreto é um método de endurecimento para a superfície atual da peça. Enquanto o nitreto não é construído na superfície, em função da matriz adequada para a disseminação do nitrogênio, o calor envolvido pode causar um ligeiro aumento no segmento.
A estratificação PVD é muito fina e cobre apenas áreas na linha de visão da fonte da camada. A precisão da área revestida geralmente é mantida e este procedimento normalmente não afeta a adequação da montagem da ferramenta.
Os revestimentos CVD e TD são mais espessos e cobrem uma porção inteira, afetando a precisão da extremidade de trabalho e o ajuste do retentor. Porções de punções podem envolver remoção e reprocessamento para montar a ferramenta.
Dureza de tratamento de superfície
Para um revestimento específico, a dureza fornece um indicador de intensidade de desgaste e lubricidade. Os revestimentos de processo PVD e nitreto aumentam a vida útil das pedras-ferramenta de alta velocidade e alta liga, mas não curam os problemas de desgaste causados pela folga estreita da matriz ou evitam a dobra dos furos sob altas cargas.
Os revestimentos com valores de dureza mais elevados, como carboneto de titânio e TD, parecem ser mais espessos e devem ser aquecidos para evitar seu uso em muitas aplicações.
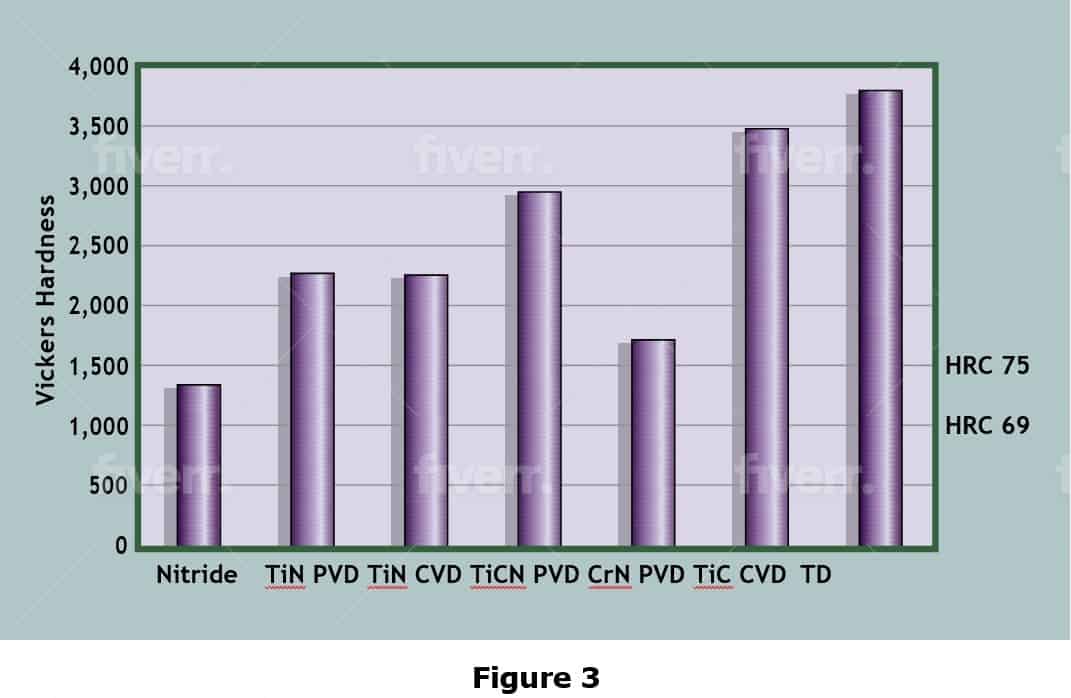
Para alguns revestimentos, a Figura 3 lista os valores de dureza. Devido aos revestimentos extremamente finos e quase indetectáveis na escala HRC, o testador de dureza Rockwell não pode calcular seus valores.
Conclusão
Para criar a melhor ferramenta para um processo de estampagem, os aços-ferramenta devem ser analisados de forma que o desgaste, a resistência e a durabilidade tenham um equilíbrio adequado para uma aplicação específica. Qualquer que seja o tipo de aço para ferramentas selecionado, deve ser tratado termicamente de forma adequada para aproveitar essas qualidades e produzir um desempenho ideal.
Existem também vários tratamentos de superfície disponíveis para aumentar a durabilidade da superfície e a resistência ao desgaste, ao mesmo tempo que reduz os coeficientes de atrito dos aços para ferramentas, ajudando assim a estender a vida útil da ferramenta. O primeiro passo para obter resultados de qualidade é entender as opções disponíveis de aço para ferramentas.
Produtos Mais recentes
 Aço 60CrMoV18-511 de janeiro de 2024 - 3h02
Aço 60CrMoV18-511 de janeiro de 2024 - 3h02- 1.2358 Aço11 de janeiro de 2024 - 2h55
 Aço 1045 laminado a frio1º de novembro de 2023 - 11h32
Aço 1045 laminado a frio1º de novembro de 2023 - 11h32 46Cr2 / 1.7006 Aço24 de outubro de 2023 - 9h30
46Cr2 / 1.7006 Aço24 de outubro de 2023 - 9h30
