
Как выбрать инструментальную сталь?

Советы по выбору инструментальной стали, термообработке и обработке поверхности
Сложным и запутанным методом может быть подбор подходящих инструментальных сталей, термическая обработка и обработка поверхности для штамповки материалов с покрытием. Чтобы упростить этот метод, вы должны сначала узнать некоторые основные сведения о возможных вариантах.
Анализ и характеристики инструментальной стали
Инструментальные стали существенно отличаются от используемых в потребительских товарах из стали. Они производятся в гораздо меньшем количестве с использованием определенных процедур качества и обладают соответствующими качествами для конкретной задачи, такой как механическая обработка или перфорация.
Инструментальные стали обладают множеством различных свойств в зависимости от конкретных требований применения. Эти требования выполняются за счет обеспечения необходимого количества углерода в конкретном сплаве. Сплав в сочетании с углеродом увеличивает износостойкость и прочность. Эти сплавы также помогают выдерживать тепловое и механическое давление в стали.
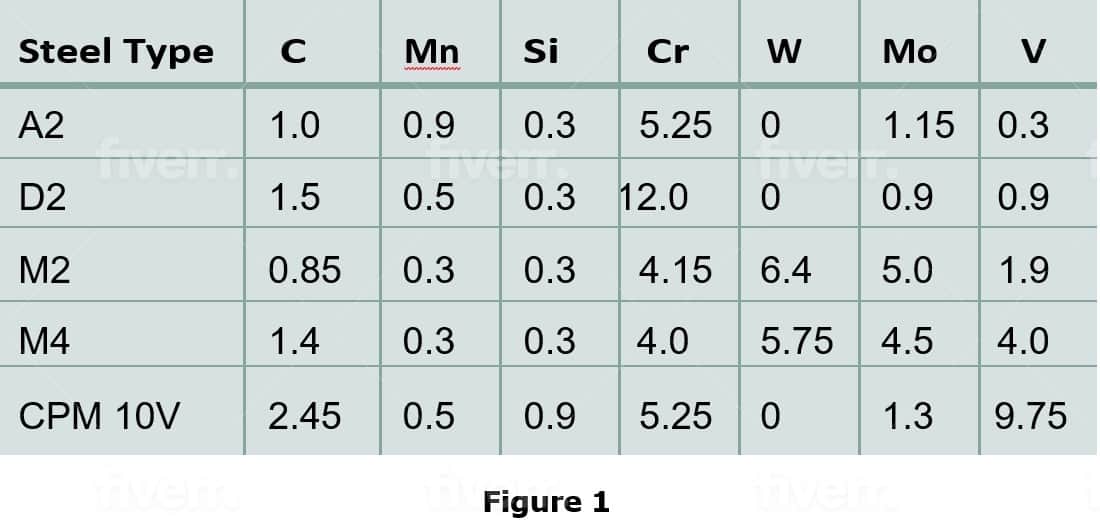
Таблица широко используемых инструментальных сталей и составляющих их сплавов приведена на рисунке 1. Хотя каждый элемент сплава, указанный в таблице, имеет определенную характеристику готовой стали, также может возникнуть нежелательный побочный эффект, особенно при использовании в чрезмерных количествах. Элементы сплава также могут реагировать друг с другом, что может как улучшить, так и испортить конечный результат.
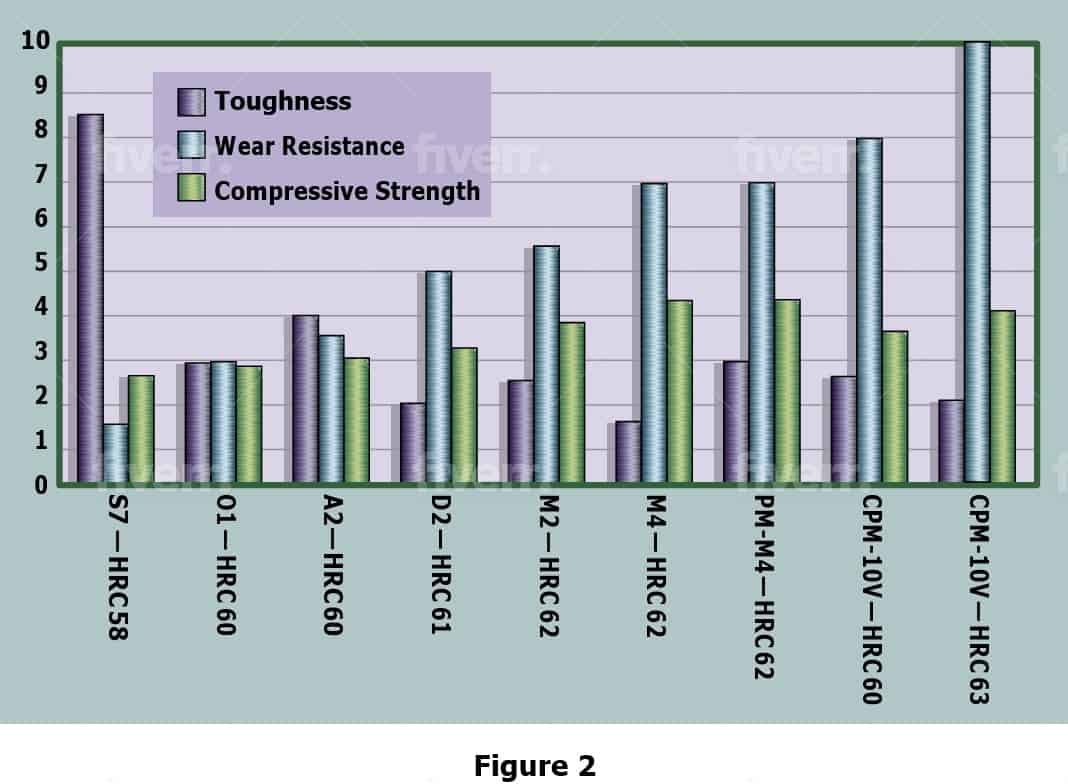
На рис. 2 показаны три характеристики стали, необходимые для штамповки:
- Прочность
- Износостойкость
- Прочность на сжатие
Хотя некоторые стали имеют выдающиеся значения по одной характеристике, по одной или обеим другим характеристикам они имеют низкие значения.
Для операций штамповки с высокой производительностью, таких как нержавеющая сталь, пружинная сталь и низколегированная сталь, комбинация ударной и высокой силы сжатия включает инструментальные стали. В этих приложениях лучше всего работают M2 или PM-M4.
Прочность
Если бы единственным соображением при выборе инструментальной стали была ее ударная вязкость, S7 был бы очевидным вариантом (см. рис. 2). Это не так, к сожалению. Прочность инструментальной стали снижается с увеличением содержания легирующих элементов. Это повышение также требует более высокой цены на легированный материал.
Процесс производства стали также влияет на ударную вязкость. Процесс металлургии частиц повысит ударную вязкость по сравнению с традиционным эквивалентом для определенной марки инструментальной стали. Обратите внимание на разрыв в ударной вязкости на рис. 2 между M4 и PM-M4.
Износостойкость
Повышенное содержание сплавов обычно подразумевает улучшение износостойкости, как показано на рис. 2. Перфорация материалов с покрытием предъявляет высокие требования к аргументативной стойкости. Требуемую износостойкость могут обеспечить быстрорежущие стали типа М2 и ПМ-М4, а также высоколегированные марки типа СРМ-10В. Эти стали также являются подходящей частью для износостойких покрытий.
Карбиды представляют собой твердые и износостойкие частицы. Они запрещены в матричной структуре легированной инструментальной стали. Большинство карбидов образуется, когда расплавленная сталь затвердевает, когда в сплав добавляются дополнительные агенты, включая ванадий, молибден и хром, с углеродом. Более высокие количества карбида повышают износостойкость, но снижают ударную вязкость.
Прочность на сжатие
На прочность на сжатие влияют два фактора:
- Содержание сплава
- Твердость материала пуансона
Прочность на сжатие значительно повышается за счет легирующих элементов, таких как молибден и вольфрам. Более того, чем прочнее сталь определенной марки, тем выше прочность на сжатие этой стали.
Рекомендации по термической обработке
Основные рекомендации по термообработке для каждой марки инструментальной стали позволяют достичь оптимальных результатов для конкретного применения. Операции штамповки требуют большей прочности, чем операции резки. В нем говорится, что определенная марка инструментальной стали должна отличаться от режущего инструмента, когда она используется в качестве инструмента для штамповки.
Термическая обработка, которую они получают, не уступает инструментальным сталям. Секрет оптимальных результатов термической обработки заключается в следующем:
- Разделение по размеру и материалу.
- Пропитка (аустенитизация).
- Закалка (мартенситное превращение).
- Замораживание (криогеника).
Разделение по размеру очень важно, потому что продукты разных размеров требуют предварительного нагрева, выдержки и закалки. Фиксация гарантирует еще более высокие условия порта и равномерное воздействие тепла и холода во время термообработки.
Инструментальная сталь для холодной обработки
Во время охлаждения пакетов (A2, D2 и т. д.) секции нагреваются чуть ниже 800 градусов C (1450 градусов F) критических температур аустенизации, достаточно долго, чтобы обеспечить равномерное охлаждение. Это важно, потому что сталь реструктурируется на атомном уровне, когда компонент входит в диапазон температур аустенизации и, таким образом, увеличивает объем. Деталь деформируется и, возможно, трескается, если это объемное расширение не происходит равномерно.
Пружина нагревает деталь в течение определенного времени в области карбидной фазы. Любой из элементов сплава должен быть вдавлен в матрицу. Замачивание камня для холодной обработки, такого как A2 или D2, при высоких температурах (перегрев) или выше приводит к образованию чрезмерного количества остаточного аустенита и крупнозернистой структуры. Это снижает долговечность конечного продукта.
Закалка
Закалка — это внезапное охлаждение компонентов в мартенситном диапазоне от температуры аустенизации. Таким образом, сталь из аустенита превращается в мартенсит для упрочнения компонентов. К сожалению, диапазон обработки инструментальных сталей намного ниже комнатной температуры. Это одна из причин замерзания сталей для холодной обработки (криогеника).
Для снятия напряжения от процесса закалки требуется отпуск. Морилки холодного инструмента обычно закаляются при температуре 200°C (400°F) или ниже. Из-за низкой температуры инструментальная сталь для холодной обработки обычно имеет достаточную температуру.
Быстрорежущая инструментальная сталь
Подход к термообработке сильно отличается для быстрорежущих и легированных сталей, таких как М2, ПМ-М4 и СРМ-10В. Хотя процесс изначально выглядит как холодная активность орудийного камня, он отличается по температуре и количеству.
Предварительный нагрев начинается примерно с 830 °C (1,525 °F), а температура воды может превышать 1100 °C (2000 °F).
Из-за приближения температуры плавления к температуре выдержки важное значение имеет регулирование времени и температуры. Перекрытие компонента приведет к раннему плавлению – сплавы с более низкой температурой плавления начинают плавиться внутри структуры, повреждая зернистую структуру стали.
Температурная устойчивость к быстрорежущим и гидролегированным сталям позволяет проводить их отпуск при более высоких температурах. Камни содержат большую часть неотпущенного мартенсита и примерно 30%, оставшегося аустенита после процесса закалки. Сохранение аустенита и мартенсита связано с большим напряжением, которое необходимо уменьшить, иначе инструмент выйдет из строя.
Температуры 550 градусов C (1000 градусов F) или выше мартенсита отпуска без эффекта снижения твердости ниже HRC 60 примерно до половины остаточного аустенита до мартенсита без отпуска. Поскольку более высокие температуры позволяют преобразовать остаточный аустенит в мартенсит, потребность в криогенной обработке значительно снижается.
Для быстрорежущих инструментальных сталей стандартная практика термообработки требует как минимум двух температур; но для операций жала необходимы три температуры для достижения подходящего уровня остаточного аустенита и мартенситов без отпуска.
Рекомендации по обработке поверхности
Часто поверхностная терапия используется для продления срока службы инструментов. Эти методы лечения улучшают твердость поверхности и сопротивление износу при одновременном снижении коэффициента трения.
Общие способы обработки поверхности
Существует несколько способов обработки поверхности и процессов на выбор.
Нитрид – это процесс, который упрочняет поверхность субстрата. Для этой процедуры возможны многочисленные процессы. Наиболее популярными и экономичными нитридными процессами являются псевдоожиженный слой, солевая ванна и газ. Ионизация нитридом является успешным методом, но обычно является более дорогостоящим. Обработка поверхности нитридом работает в самых разных областях. Лучшим в применении является нитрид для солевых ванн, но он потерял свою популярность из-за экологических проблем.
Наносимые с использованием физического осаждения из паровой фазы (PVD), нитрид титана, карбонитрид титана и нитрид хрома обеспечивают высокую точность обработки при использовании для конкретных применений. Нитрид титана более устойчив к износу, чем нитрид, но у него есть некоторые проблемы при работе с медью и нержавеющей сталью. В более узком диапазоне применений карбонитрид титана обеспечивает большую износостойкость.
Лучший способ формовки приложений, не требующих высокого уровня точности, — это использование нитрида титана и карбида титана, нанесенных с использованием процесса химического осаждения из паровой фазы (CVD) и термодиффузии (TD). Из-за высоких температур обработки возникают искажения и изменения размеров, которые ограничивают точную работу этих инструментов.
Температура процесса обработки поверхности
Для обработки поверхности можно использовать несколько материалов основы (инструментальные стали) с различными результатами.
Инструментальные стали для холодной обработки, такие как A2 и D2, имеют температуру ниже PVD и температуру образования нитрида. Твердость инструментального бруска для холодной обработки при этих температурах будет снижена ниже HRC 58, из-за чего камень-субстрат подвергается деформации под покрытием, вызывая проблемы с клеевым покрытием. Рост и деформация детали также играют роль в сборке готового изделия и его точности.
В верхней части спектра аустенизации для брусков для холодной обработки используются технологические покрытия CVD. В этих условиях следует прогнозировать структуру измельченных зерен и изменения размера, которые будут отрицательно влиять на точность и твердость.
TD представляет собой специальный процесс, использующий содержание углерода в материале подложки, как часть цикла нанесения покрытия, формирующего покрытие и способ закалки. Может использоваться на нержавеющей стали D2. Однако твердость подложек обычно падает ниже 58 HRC и может снизить прочность компонентов.
Процессы PVD и нитрида хорошо работают с высокоскоростными инструментами, такими как M2, M4 и CPM-10V, а также с высоколегированными инструментами. Температура процесса PVD падает ниже 30 градусов C (50 градусов F), что почти устраняет искажение и рост части высокоскоростных и высоколегированных инструментальных брусков.
Для получения соответствующей твердости материала после термической обработки часто требуется высокая температура обработки покрытий CVD и TD. Ожидается, что будут искажения и рост.
Поскольку TD уже использует углерод в материале подложки, он хорошо работает в приложениях с низкой и средней точностью для высокоуглеродистых сталей, таких как M4 и CPM-10V. Из-за относительно низкого содержания углерода TD не рекомендуется для M2.
Многие материалы основы (инструментальные стали) с различными результатами могут использоваться для обработки поверхности.
Толщина покрытия
В высокоточных приложениях толщина покрытия становится проблемой.
Нитрид – это метод поверхностного упрочнения текущей поверхности детали. В то время как нитрид не образуется на поверхности, благодаря матрице, пригодной для распространения азота, вовлеченное тепло может вызвать небольшое увеличение сегмента.
Слой PVD очень тонкий и покрывает только области в пределах прямой видимости источника слоя. Обычно сохраняется точность области покрытия, и эта процедура обычно не влияет на пригодность сборки инструмента.
Покрытия CVD и TD более толстые и покрывают всю часть, что влияет на точность рабочего конца и посадку фиксатора. Части пуансонов могут потребовать удаления и повторной обработки для сборки инструмента.
Твердость обработки поверхности
Для конкретного покрытия твердость является показателем интенсивности износа и смазывающей способности. Технологические покрытия PVD и нитрид увеличивают срок службы быстрорежущих и высоколегированных инструментальных брусков, но не решают проблемы износа, вызванные малым зазором матрицы, и не предотвращают изгиба проколов при высоких нагрузках.
Покрытия с более высокими значениями твердости, такие как карбид титана и TD, кажутся более толстыми и должны нагреваться, чтобы избежать их использования во многих приложениях.
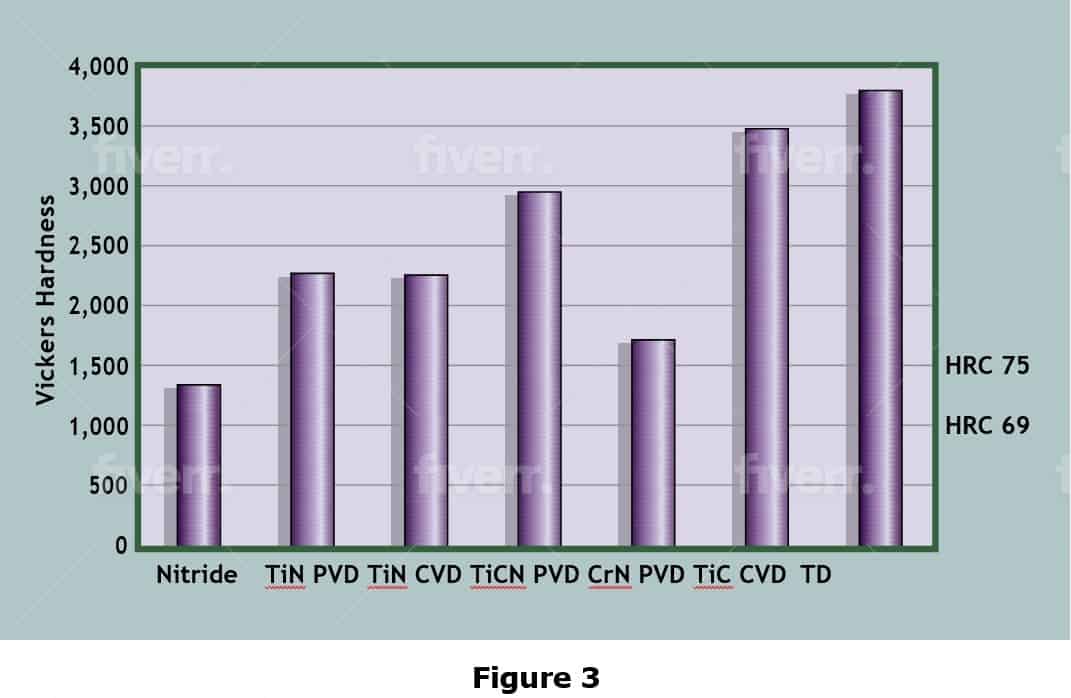
Для некоторых покрытий на рисунке 3 приведены значения твердости. Из-за чрезвычайно тонких и почти незаметных покрытий по шкале HRC твердомер Роквелла не может рассчитать их значения.
Заключение
Чтобы создать лучший инструмент для процесса штамповки, инструментальные стали должны быть проанализированы таким образом, чтобы был достигнут правильный баланс износа, прочности и долговечности для конкретного применения. Какая бы марка инструментальной стали ни была выбрана, она должна быть подвергнута соответствующей термической обработке, чтобы воспользоваться этими качествами и обеспечить оптимальные рабочие характеристики.
Существуют также различные способы обработки поверхности для повышения прочности поверхности и сопротивления износу при одновременном снижении коэффициента трения инструментальных сталей, что способствует увеличению срока службы инструмента. Первым шагом к достижению качественных результатов является понимание доступных вариантов инструментальной стали.
Последние продукты
 Сталь 60CrMoV18-511 января 2024 - 3:02 дп
Сталь 60CrMoV18-511 января 2024 - 3:02 дп- 1.2358 Сталь11 января 2024 - 2:55 дп
 1045 Холоднокатаная сталь1 ноября 2023 - 11:32 дп
1045 Холоднокатаная сталь1 ноября 2023 - 11:32 дп Сталь 46Cr2/1.7006Октябрь 24, 2023 - 9:30 дп
Сталь 46Cr2/1.7006Октябрь 24, 2023 - 9:30 дп
